-
淄博俊業(yè)陶瓷設(shè)備廠
zibo junye ceramic instrument factory
-
一厘米寬,一公里深
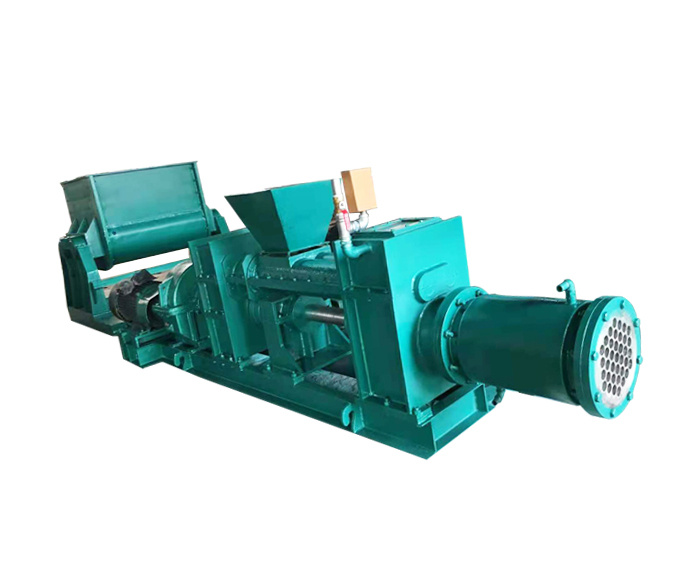
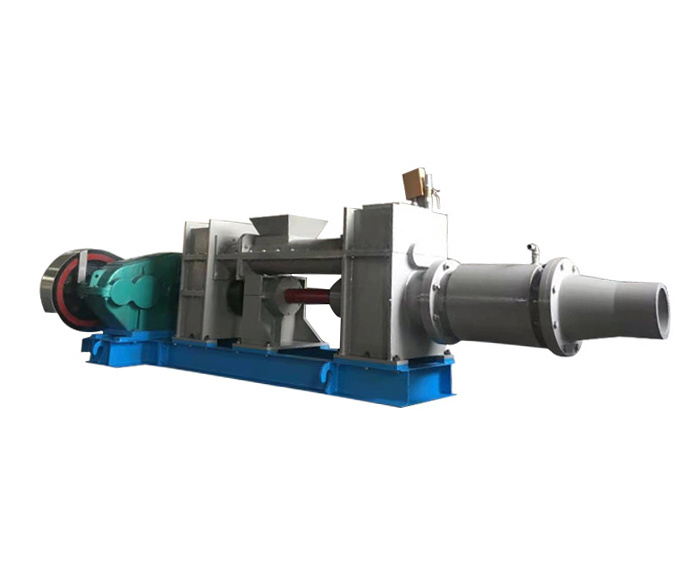
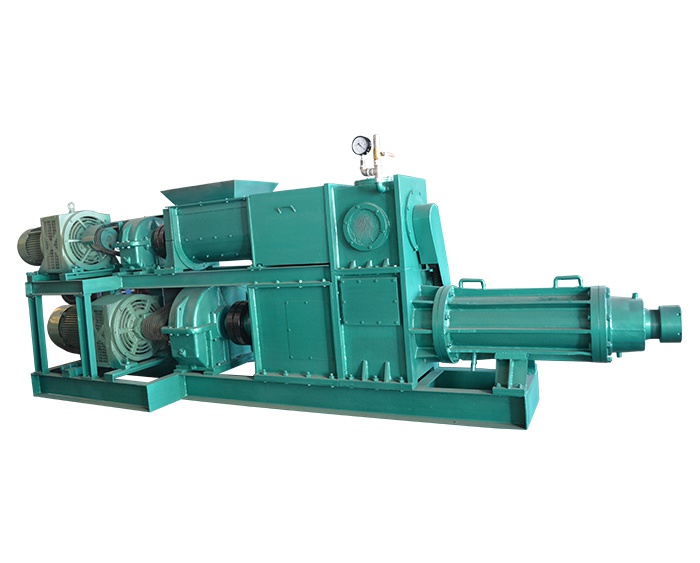
專注工業(yè)陶瓷擠出設(shè)備
-

-
全程服務(wù)熱線:
13561649169
 網(wǎng)站首頁
網(wǎng)站首頁



 產(chǎn)品展示
產(chǎn)品展示



在擠出機溫度影響物料過濾網(wǎng)的性能
2021-05-18 14:31:00
過濾網(wǎng)在擠出機的擠出過程中,熔融物料通過過濾網(wǎng)被輸送給模具。過濾網(wǎng)使物料得到過濾,并能改進物料的混合效果。但是,過濾網(wǎng)也能使工藝過程產(chǎn)生波動,導(dǎo)致背壓和熔融物料溫度上升,有時還會減少。擠出機的過濾網(wǎng)被固定在一個多孔或槽的保護板上,這樣可以使擠出機和模具之間形成密封。干凈的過濾網(wǎng)所產(chǎn)生的壓力較小。隨著壓力的增加,過濾網(wǎng)上所截留的樹脂中的雜質(zhì)數(shù)量就變多,從而阻塞過濾網(wǎng)。當(dāng)更換阻塞的過濾網(wǎng)時,壓力會突然下降,熔融物料的溫度也可能會下降,從而造成產(chǎn)品的尺寸發(fā)生變化。為了保持產(chǎn)品的同一尺寸,可以調(diào)整擠出機的螺桿轉(zhuǎn)速,也可以調(diào)整擠出機的線性速度。在擠出圓形產(chǎn)品時,這些變化可能不會導(dǎo)致嚴(yán)重的問題,但在擠出扁平或者外形不規(guī)則的產(chǎn)品時,熔融物料溫度的變化可能會影響產(chǎn)品的外形尺寸。比如,在一個扁平模具里,較冷的熔融物料可能使片材中心偏薄,而使周邊偏厚。這種情況可以通過對模具的自動或手動調(diào)整得到校正。在過濾網(wǎng)變換器后面,配備一個能夠保證熔融物料穩(wěn)定地進入模具的齒輪泵,可以防止上述問題的發(fā)生。但是,熔融物料在過濾網(wǎng)更換后所發(fā)生的溫度變化仍然需要通過對模具的調(diào)整來解決。同時,由于齒輪泵容易被堅硬的雜質(zhì)損壞,因此,齒輪泵也需要得到精細(xì)的過濾網(wǎng)的保護。有些硬質(zhì)PVC加工商不愿使用過濾網(wǎng)的原因是,過濾網(wǎng)會使PVC熔融物料溫度升高而易發(fā)生降解,這樣就需要熱穩(wěn)定性更好的物料,從而增加了材料的成本。若使用PVC專用的過濾網(wǎng)變換器,也會增加成本。所以大多數(shù)硬質(zhì)PVC加工商要么回避使用過濾網(wǎng),要么使用不帶變換器的粗過濾網(wǎng)裝置,只過濾較大顆粒的雜質(zhì)。在橡塑制品成型中,主要有擠出成型、注塑成型及中空吹塑成型,所謂的擠出成型,是指塑料通過螺桿熔化輸送,從模頭擠出成型的成型方法。其具有可連續(xù)生產(chǎn)、機械結(jié)構(gòu)相對簡單等特點。擠出機的控制,主要是對橡塑制品成型工藝的控制,要使擠出機能滿足生產(chǎn)的要求,就必須分析材料的成型工藝,根據(jù)塑料的成型工藝設(shè)計設(shè)備的控制系統(tǒng)。目前,我公司所設(shè)計的擠出機中,主要用于通用型塑料的擠出成型。對應(yīng)通用型塑料,其成型工藝需要控制的參數(shù)主要有溫度及擠出成型壓力。在個人接觸的擠出機控制系統(tǒng)中,根據(jù)所使用的控制元件,可分為兩類:一類為儀表控制系統(tǒng),一類為PLC控制系統(tǒng);所謂的儀表控制系統(tǒng)是指擠出機的控制通過電柜的各種儀表進行控制。
下一篇:輔助裝置作用特點



-
聯(lián) 系 人:石經(jīng)理
手 機:13561649169
電 話:0533-5781626
傳 真:0533-5781912
-
郵 箱:zbjunye@yahoo.cn
網(wǎng) 址:www.taocicy.cn
郵 編:255100
地 址:淄博市淄川區(qū)城南鎮(zhèn)七里工業(yè)園
-

-
淄博俊業(yè)陶瓷設(shè)備廠 版權(quán)所有 技術(shù)支持:淄博歐凱